バックテーパとは
図面見てたら、「各径のバックテーパ:0.04~0.06/100」とか「φ27部のバックテーパ:0.02~0.03/100」とか、さらには「φ34部のバックテーパ:なし」とか書いてあって。
気にせんとこって思ってんけど(なんで?)、やっぱり調べることにしました。
バックテーパ(back taper)とは
バックテーパーって「パー」になってる参考資料も多かったけど、かあちゃんの手元にある超硬工具用語集では「パ」止まりになってる。
うちの社内でも「パ」止まり。なので、ここでも「パ」止まりにします。好みの問題やね。
バック(後方)のテーパ。そもそも「テーパ」って?
テーパとは「両側に角度の傾斜が付いてる形状のこと」やねんて。
こんな感じね。
んで、バックテーパってのは、先端でなく、back(後ろの方)、つまりシャンク向かって細くなる形状のこと。
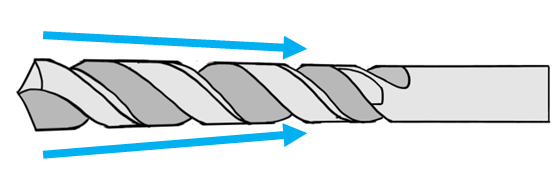
どんくらい細くするん?ってのが、その0.04~0.06/100とか、0.02~0.03/100。
この数字の意味は…
例えば、0.04~0.06/100やと、100mm(つまり10㎝)進んで、φ0.04からφ0.06だけちっちゃくなるってこと。
え?衝撃が走るくらい、ちょびっとやねんけど…
効果あるん??って感じ…
いやいや、それが効果ありありらしくて。ちょびっととは言え、めっちゃ重要なんやって。
バックテーパの役割
バックテーパがなかったら、ドリルが必要以上に穴の内壁を擦ってしまうらしいねん。
擦ると、やっぱどうしても摩擦が生じてしまう…

そこでバックテーパ。切削中の、穴の内壁との摩擦を避けるためにつけるんやって。
キャッチフレーズ風に言うと
『ワークとの接触を減少させ、切削抵抗を低減する。それがバックテーパ。』
いやーん、かっこいいやーん。
さらに、超硬工具用語集によりますと
「長手方向の送り運動に対して工具の逃げを与えるために設けられたテーパ」って。
「工具の逃げを与えるために」やって。
これもかっこいいやーん。
ちなみに「長手方向」っていうのは「縦横の長さが違う場合の長い方」って意味。
「長手方向の送り運動」を具体的に言うと「ドリルが穴をあける方向に進むこと」。
ドリルの場合は回転してるから、絵にするとこんな感じかな。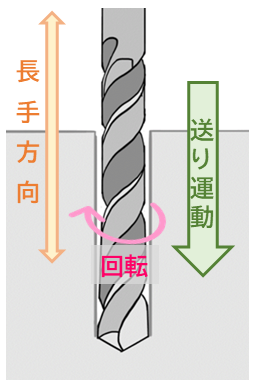
ちなみに工具の逃げはこの水色の部分。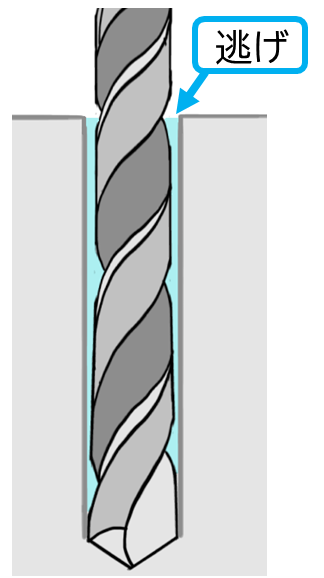
バックテーパ「なし」の場合
切削中に、工具が穴の内面に干渉しない場合はバックテーパはいらないよねー。っていうのが
「バックテーパなし」の工具。
例えば先っぽしか使わないセンタードリル。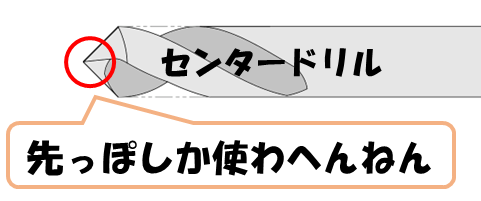
センタードリルっていうのは穴あけ加工の前に、位置決めをするために使うドリル。
何もない状態から、いきなり穴をあけるのって、ちょっとドキドキするよね。
チゼルエッジが邪魔をしてドリルの先端が滑っちゃったり、穴が曲がっちゃったり…
そこで、センタードリルでチョンっと位置決め。これをセンタリングって言うらしい。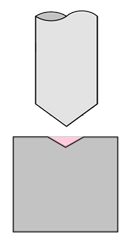
これをしておくと、後の穴あけ加工がスムーズに!
とても重要な役割を持つセンタードリルなんだけど、使う部分は先端のみ。
なので、バックテーパは必要ないのね。
バックテーパのメリット・デメリット
メリットは「切削抵抗の低減」ってわかったけど、デメリットってあんのかな?
調べてみると「再研磨性の低下」って。
というのも、再研磨って摩耗した部分を研磨し直して切れ味を復活させるんだけど、先っぽから削っていくから、バックテーパが付いてると、外径がちっちゃくなっちゃってそのうち公差が外れてしまう…ってことらしい。
(再研磨については次回勉強しようと思います!)
ちなみに…
バックテーパはB.Tとも書くみたいやねんけど、
BTは不動産用語で「バス・トイレ」の意味やねんて。
不動産関係の図面で「BTなし」って時は気を付けてね。
 |
|

あ、そうそう、ソリッドツールのカタログ、無料でダウンロードできるねん。
ただやで、ただ。よかったらポチって持ってって~

メルマガ登録
最新記事の更新情報をメールでお届け。メルマガ登録してもらえたら、かあちゃんめっちゃ嬉しい☆