切削条件(送り)とは
切削条件・基礎の「基」の最初の横棒シリーズ、第2弾。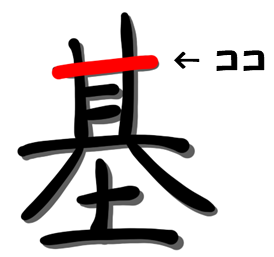
今回は「送り」です。
送りとは
送りとは切削加工に大切な条件のうちの一つで、ワークが1回転する間に工具が移動する距離のこと。加工精度や加工時間、刃物の寿命などに影響します。
単位はmm/rev ミリ パー レボリューション
移動の量です。「送り量」。「速さ」ちゃいますねん。
レボリューション。
…どうしても「革命」のイメージが強いなぁ。でもここでは「回転」の意味。
「送り」を調べてると、どうしても旋盤加工(ワークが回転する方)の説明がほとんど。
でもうちの会社(ソリッドツール)の工具は穴あけ加工(工具が回転して穴をあける)に使われることが多い。
ので、そっちのイラストに挑戦してみます。(かあちゃん、頑張るでぇ)
ということで、冒頭の「送り」の説明から「穴あけ加工用」に変えていきます。
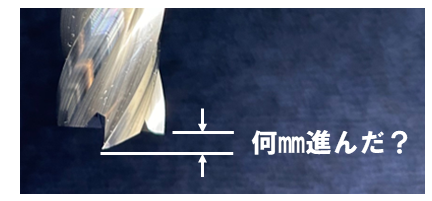
穴あけ加工における送りとは
穴あけ加工における送りとは、工具が1回転する間に工具が移動する距離のこと。
単位はmm/rev
単位は一緒やね。
ちなみに、穴あけ加工ならではの1刃あたりの送り量ってのもある。
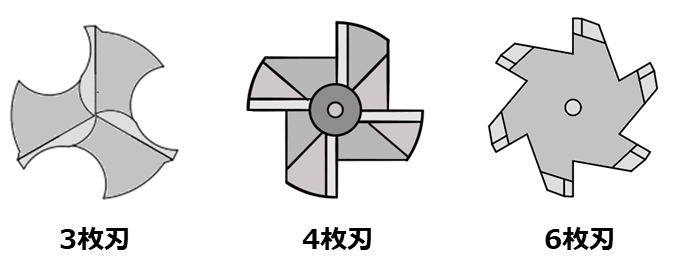
切削工具って、複数の刃があります。(1枚刃ってのもある。けど稀)
例えばドリル。基本は2枚刃。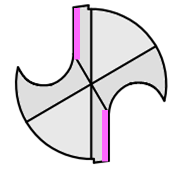
ザ・ドリルって感じのやつ。
でも3枚刃もあるし、4枚刃も5枚刃もあるっちゃある。
仕上げ用のリーマになると、6枚刃や8枚刃が主流になる。
1刃あたりの送り量って、「その刃が1回転する距離」と勘違いされがちみたいなんだけど、
そうじゃなくって、(それは「送り量」)「その刃の次の刃が当たるまでの距離」なんやって。
こんな感じ。
単位はmm/t(ミリ パー トゥース)tはtoothのt。
え?あ、そっちの「は」なのね?
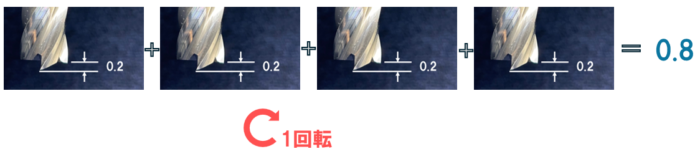
1刃あたりの送り量の、刃数合計分が「1回転あたりの送り」になる。
例えば、1刃あたりの送り量が0.2の場合、4枚刃やったら、0.2x4で、0.8。1回転あたりの送りは0.8になる。
ワークへの影響
送りはワークの仕上がりに与える影響が大きいらしい。
どの数値に設定するかによって仕上がりのキレイさやカケやすさや、切りくずの厚みとかが変わってくるねんて。
ちなみに、送りは「高い」「低い」で表現されることが多いみたい。
(「大きい・小さい」派、「多い・少ない」派もあり)
送りが高い イコール 大きく進む。一歩一歩が大きい感じ。
送りが低い イコール 小さく進む。小刻みに進む感じ。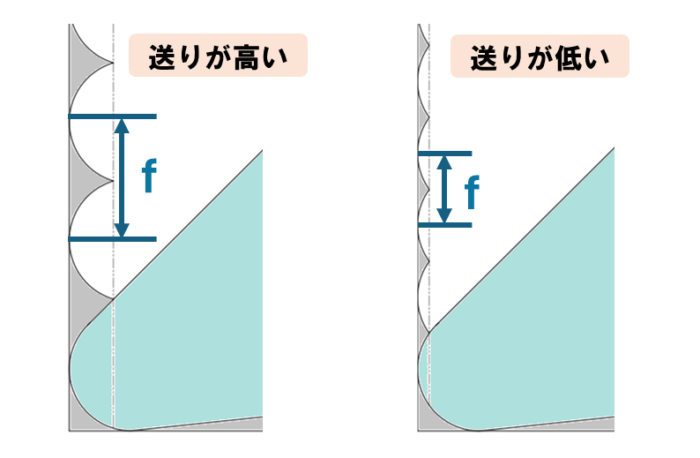
送りが高いと、ガンガン進んでいくので、
ココ、何て呼ぶんかわからんけど、ココの高さが高くなっちゃう。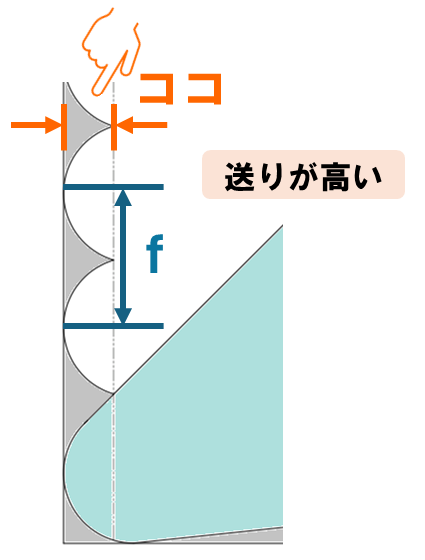
つまり仕上げ面が荒くなるってこと。
さらに、大きく進むってことは一度に削る量が多いってことで。
いっぱい削るから加工時間は短くなるよね。イエイ。
でもその分工具に負担がかかる… 結果、工具寿命が短くなってしまいます(泣)
他には、
送りが高いと削られた切り粉も厚くなるから、工具にからみにくくなるねんて。イエイ。
低い送りで削ると切り粉も薄くなって、もじゃもじゃと工具に絡みついてしまうねんなぁ。

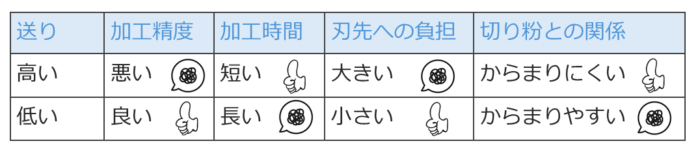
表にするとこんな感じ。
んじゃその送りってどうやって決めるん?
結局のところ、送りが一番影響与えるのは「仕上げ面の粗さ」。
だから要求されてる面粗さで送り量を決めることがほとんどやねんて。
結論
送りって、高ければ高いほどいいってわけでも、低くしといたら万事OKってわけでもない。
他の切削条件と同じで、加工するモノの、要求されてる面粗さを確保しつつ「ちょうどいい」数値を探らなあかんねんね。
これまた難しいねぇ。
次回はいよいよ、最後の条件「切り込み量」について勉強しようと思います!
あ、そうそう、ソリッドツールのカタログ、無料でダウンロードできるねん。
ただやで、ただ。よかったらポチって持ってって~

メルマガ登録
最新記事の更新情報をメールでお届け。メルマガ登録してもらえたら、かあちゃんめっちゃ嬉しい☆