切り込み量とは
切り込み量が問題になるのは旋盤加工とフライス加工
いよいよ4つ目の切削条件、切り込み量。(ゴールは近いで!かあちゃん頑張れ!)
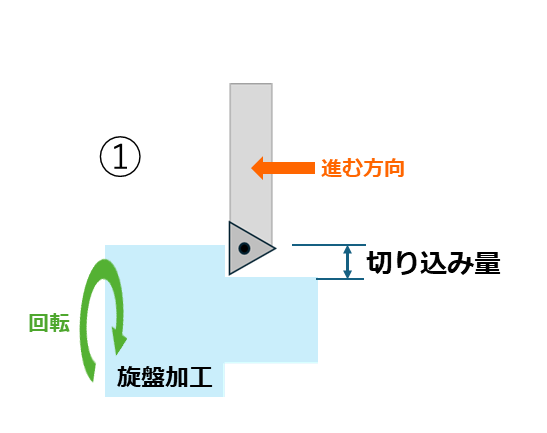
切り込み量とは「刃物が加工物に切り込む深さ」つまり、加工物を何㎜の深さで削り取るかってこと。
イラストではこんな感じ。
 |
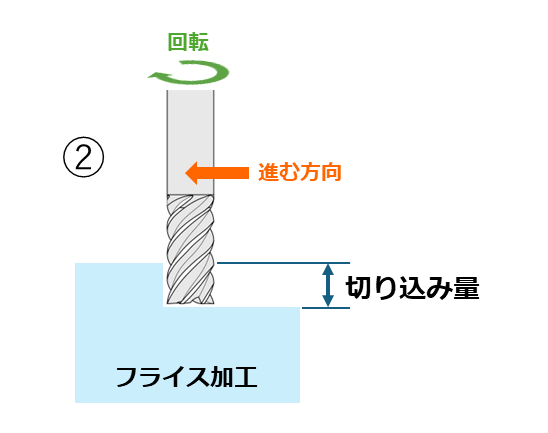 |
イラストにもあるように、切り込み量が問題になるのは
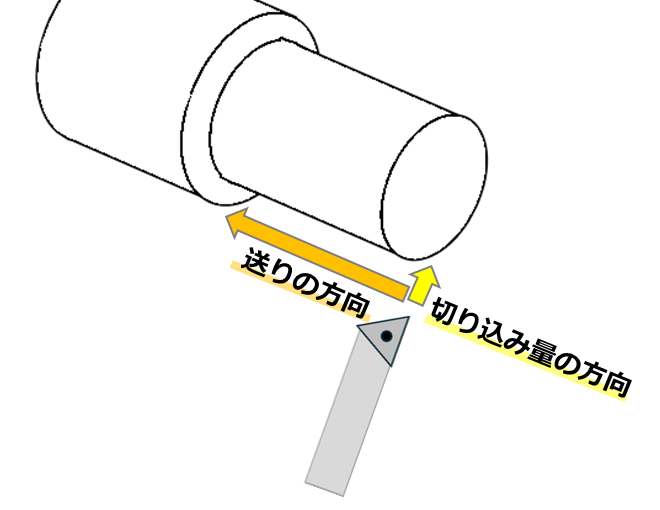
①旋盤加工(ワークを回転させて行う切削加工)
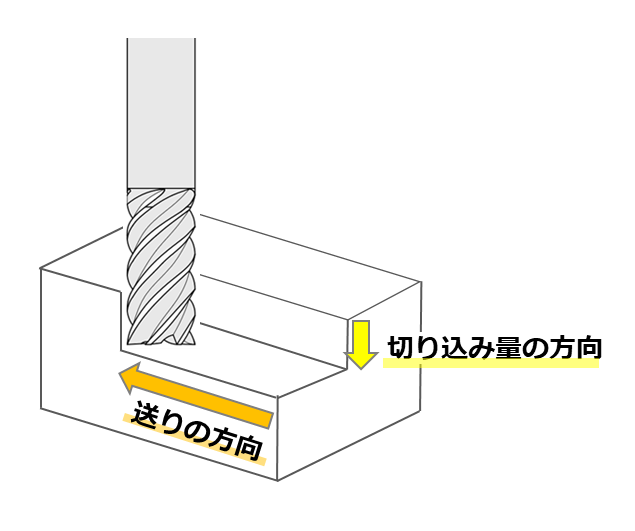
②フライス加工(工具を回転させて行う切削加工)
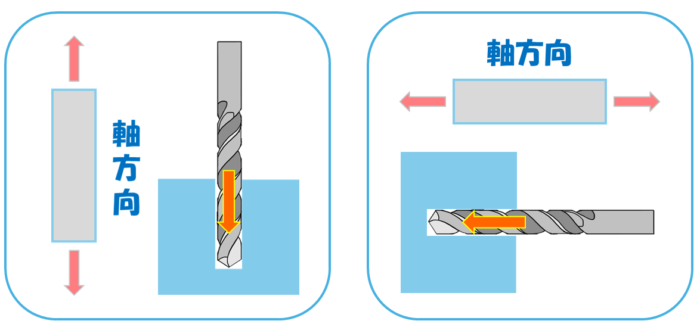
この2つで、穴あけ加工には当てはまらへんみたい。
穴あけ加工って、軸方向だけを気にする加工で、軸方向に対する「送り」の条件が重要になってくる。
でも旋盤加工とかフライス加工って、「切り込み量の方向」と「送り方向」の2方向を意識した加工やから、この二つが重要な条件になってくるねんね。
 |
 |
切り込み量と加工時間・加工精度の関係
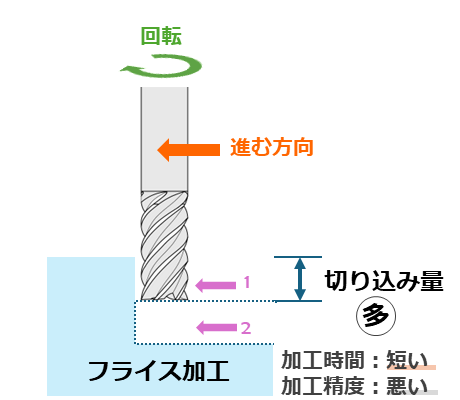
そんな切り込み量も、多いと切りくずが厚くなって加工時間は短くなる。けど加工面は粗いし、高熱は発生するし、工具への負担は大きいし… うぬぬ。
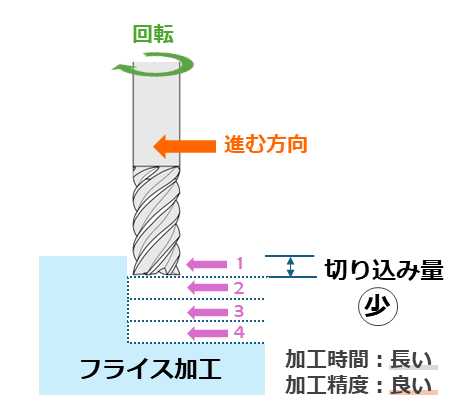
反対に、切り込み量が少ないと加工精度は良くなる。けど加工時間は長くなっちゃう。
 |
 |
さらに少なすぎると刃が加工物に入り込まずに、表面を滑っちゃって加工できてないなんてことも。
(こすり現象っていうねんて)
切削加工って工具の素材や加工物の材質に左右されるから、切り込み量も最初は少なめから始めて様子みながら徐々に増やしていくって感じが主流みたい。
なんでも最初は「様子見」やね。
ここまで、3回にわたって切削条件について調べてきたよ。
いやはや、なんともまぁ奥の深い話でした。
条件を上手く組み合わせて、最良の切削へ導く。至難のワザやん。
モノを削ってる方たちは、いつも頭をフル稼働して切削条件を考えながら加工してはるねんね。
ほんまにすごいと思う。アッパレです!

あ、そうそう、ソリッドツールのカタログ、無料でダウンロードできるねん。
ただやで、ただ。よかったらポチって持ってって~

メルマガ登録
最新記事の更新情報をメールでお届け。メルマガ登録してもらえたら、かあちゃんめっちゃ嬉しい☆