「刃付け」とは
我が社に新入社員が入ってきてくれました!10ヶ月ほど前に一人、そして2カ月ほど前にもう一人。
待望の新入社員!二人とも人当たりが良くて、礼儀正しい!
受け答えも丁寧で、面接の時から好印象でした~
うちの会社は熟練の技術者が多いことで品質が維持されてるふしがあります。それがウチの製品のウリの一つなんだけど、ともすれば社内の『高齢化』が進んでしまって技術継承がままならない…
そんな時に若い二人の入社。なんとも嬉しいことです。
たまたま同い年の二人。お互いに協力したり競ったりして、高め合ってほしいなぁと思うかあちゃんなのです。
そんな二人が肩を寄せ合って話している場面に遭遇。
聞いてみると『刃付け』がよく分からないって困ってたみたいで。
「あぁ、刃付けね、それはね…」ってかあちゃんが答えられるわけではなく、
「〇〇さん(←何でもよく知ってる方)、上にいたよ」って、的確な答えがもらえるであろう方の居場所を丁寧に教えてあげました。
刃付け。。。「刃を付けること」ちゃうん?
ちゃうんかな。。。
聞かれるまで「刃付けって何?」って疑問に思ったことがなかった。
調べてみよ。
ってことで、今回は「刃付け」について調べてみることにしました。
刃付けとは
ネットで「刃付け」って調べると、包丁の話ばっかり出てくるねん…
刃付けとは「包丁の製作過程の一つ」で「研いで包丁に刃を付けること」って。
へぇ~。
って、いやいや、かあちゃんは「工具の刃付け」を知りたいねん。
うーん、調べても出てけーへんな… ちょっと現場さんに聞いてみよかな。
「刃付け?切削できるように工具に『刃』を付けることやで。刃がないと穴あけられへんからなー。わはは。」ってなことでした。
ということはつまり、刃付けって、工具を「切削できる状態にする」ってことやね!
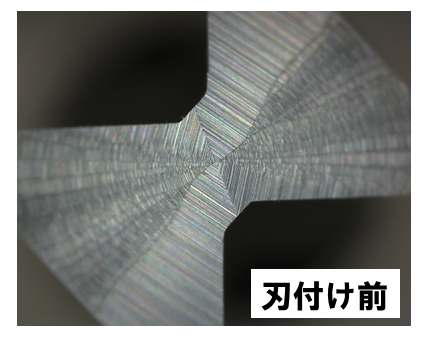
説明するのは難しいってことだったので、その時加工してた工具の「刃付け前」と「刃付け後」の写真を撮らせてもらいました。
(あとあと分かったんやけど、このドリル、「リーミングドリル」って言って、刃付けを説明する例には適してなかったみたい…その理由は後ほど。)
 |
 |
これが刃付け前後の写真。え?別モノやん?
ほんまに同じモノの「前」と「後」?って疑いたくなるくらいの変貌をとげております。
「刃付け前」の工具に何したら「刃付け後」になるんか聞いてみた。
ら、「逃げ面加工しましてん」とのことでした。
逃げ面加工。逃げ面をつくる事やね?
逃げ面加工とは
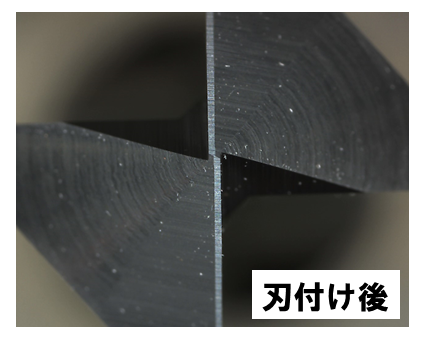
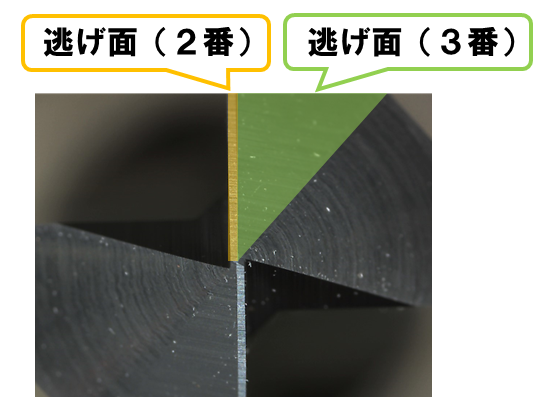
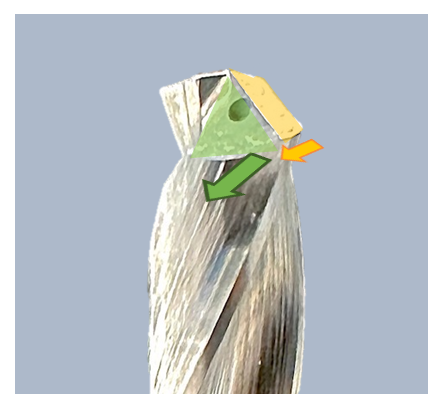
写真ではちょっと見にくいねんけど、実際の刃付け後の工具は、3段階くらいに違う角度で傾斜がついてます。
ココとココとココ。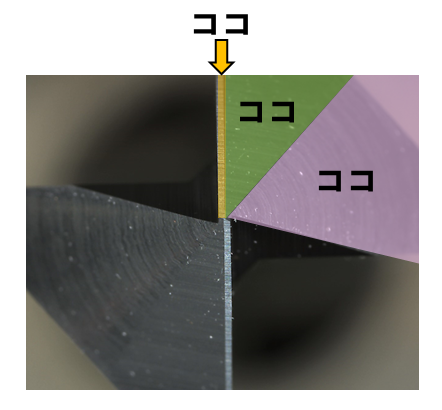
分かりやすいように色を付けてみるとこんな感じ。
写真の一部をめっちゃ拡大してみます。
どうでしょう。うっすら線が見えますか?
これらを「逃げ面」と言います。
黄色の部分が2番逃げ面、緑色の部分を3番逃げ面って言うねんて。
(ちなみにピンク色の面は特に名前がついてなさそうで、「4番逃げ」って言ったり、「3番逃げ面加工のなごり」って言ったり、人それぞれのようです)
この2番の逃げ面を付けることで「切れ刃」が形成されるみたい。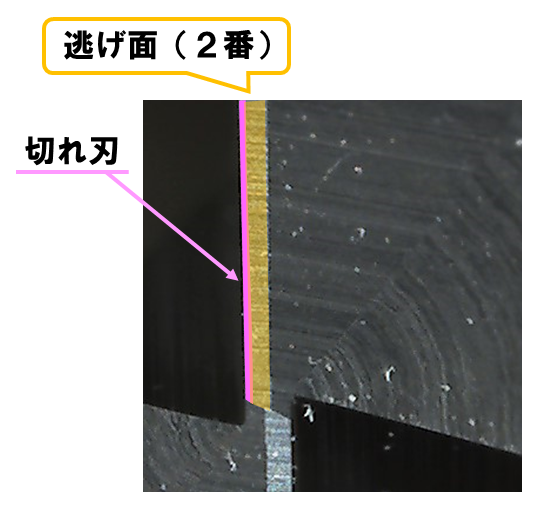
超硬工具用語集でも、切れ刃は「逃げ面がすくい面につながる部分」って書いてる!
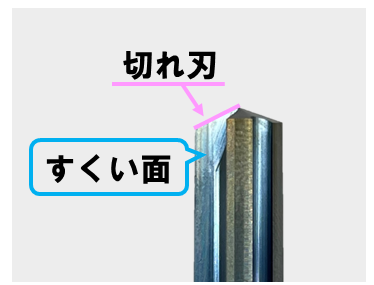
ちなみに、すくい面っていうのは、切削してる時に切りくずが通る部分で、刃裏のこと。
そのすくい面と、2番逃げ面がぶつかる部分が「切れ刃」だそうだ。
|
|
こっちの方向から見た時の写真 |
 |
で、なんでリーミングドリルが「刃付けを説明する例に適してない」かと言うと、この2番の逃げ面がめっちゃ細いから…
逃げ面って、工具の「刃」以外の部分がワーク(削られる物)に干渉しないように、つまり、刃だけがワークに当たるように傾斜をつけている部分のことで、刃先から後ろに向かって下がって(逃げて)いってるねん。
その面が細かったら逃げてるんか逃げてへんのかが分かりにくいねん…
ネジレドリルが分かりやすい。ってことで、以前の記事で使った写真を流用します!
こちら!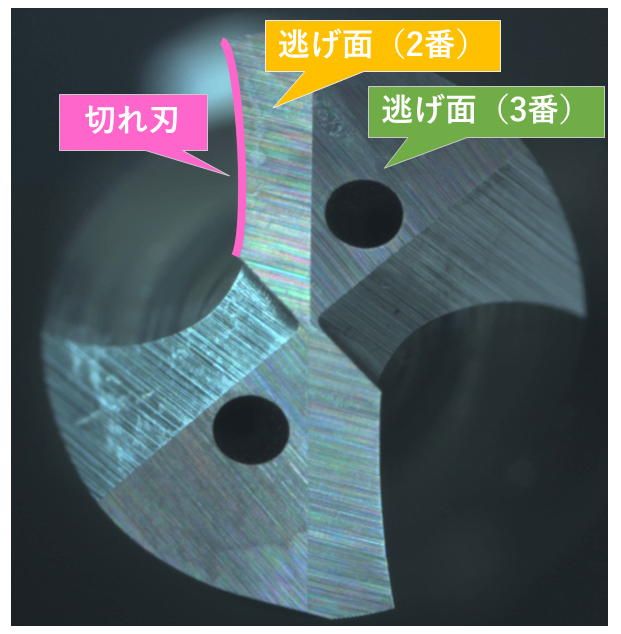
逃げ面の傾斜が見やすい写真がこちら!
 ふむふむ。しっかり逃げとるのが分かる。
ふむふむ。しっかり逃げとるのが分かる。
いやしかし、逃げ面、奥が深いな… いつの日かもっと詳しく勉強せなあかんな…
で、ここ最近、逃げ加工で色々聞いたりしてたら、現場さんから「3番逃げだけやってみたでー」って連絡が。
せっかくなので写真を撮らせてもらいました。
「3番逃げ加工だけやってみた」のと「2番逃げ・3番逃げ両方やった」モノとの比較してみましたー
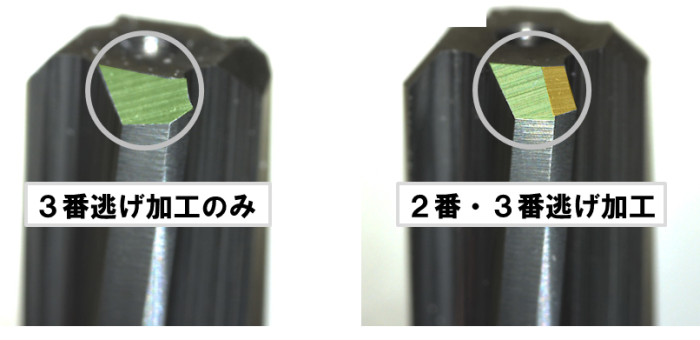
3番逃げ加工だけでも工具として切削できないわけじゃないねんて。
切れ刃は「逃げ面がすくい面につながる部分」やから、何番目の逃げ面でも、逃げ面があれば刃ができる。
いわゆる「刃付け」が終わってる状態。工具にしてみたら、この傾斜が2番逃げ面か3番逃げ面かってわからんもんね。
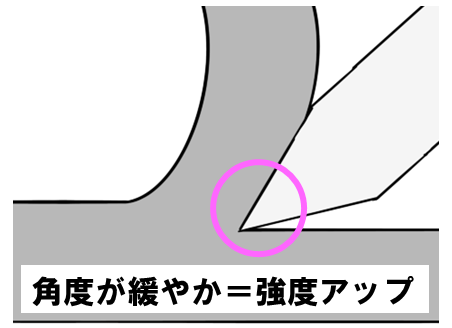
でも3番逃げ面だけやと急な角度で切れ刃が作られてるから、カケやすくなってチッピングや工具破損を引き起こしてしまうみたい。
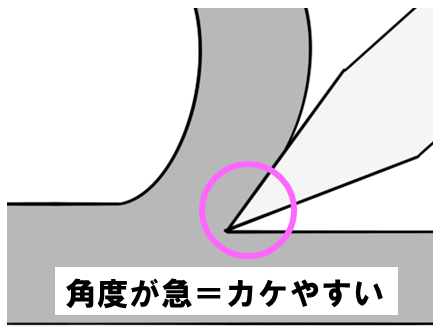
そうならないためにも、2番逃げ加工で傾斜をゆるやかにして、カケに強い刃を作ります。
これで工具として完璧な「刃付け」ができました!
今回は説明用に3番逃げ加工からやってもらったけど、うちの製造部では、基本的に2番逃げ加工を先にするそうです。
かあちゃん、普段は2番逃げくらいのゆるーい感じで毎日を過ごしております。
趣味のバドミントンをやる時は、3番逃げくらい、シャープでキレキレな動きが出来たらいいなと思います。
あ、そうそう、ソリッドツールのカタログ、無料でダウンロードできるねん。
ただやで、ただ。よかったらポチって持ってって~

メルマガ登録
最新記事の更新情報をメールでお届け。メルマガ登録してもらえたら、かあちゃんめっちゃ嬉しい☆