切削油とは ‐切削油の種類と選び方‐
「せっさく油」って聞いたことありますか?
体にいいと言われている「亜麻仁油(アマニ油)」や「えごま油」の仲間
…ではございません。(ええ、そうでしょうとも)
「切削油」漢字で書くと用途が想像できますね。
切削油とは
切削油とは、金属などの材料を切削加工する際に使用される潤滑剤・冷却剤の総称で、
単なる油ではなく、冷却、潤滑、洗浄、防錆といった複数の機能を持つ高機能な液体です。
かあちゃん、前にオイルホールについて勉強したんやけど、(オイルホールとは)
その時はオイルホールの役割がメインやったから、その中を通る「切削油」については何も勉強してなくて。
なので、今回は「油」の方に焦点を当てて勉強したいと思います!
切削油の主な役割
まずは、なぜ切削油が必要なのか?その主な役割について調べてみますね。
■冷却作用
切削加工ってすごい量の熱エネルギーが発生して、切削点では600°C~1000°Cまで上がるねんて。
そのまま削り続けると、その熱で工具やワークが変形したり、加工精度が悪くなったりしちゃうみたい。
そうならないために冷ましてやらにゃなりません。
そこで油の出番です。
切削油をかけながら加工すれば、高温になるのを抑えることができます。
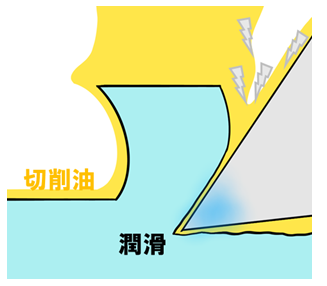
■潤滑作用
切削加工は工具とワークが接触するから、どうしても摩擦が生じます。
摩擦を減らすために滑りを良くしたい!
そこで油の出番です。
切削油は工具とワークの切削面に油膜を作って滑りを良くします。
これで摩擦が抑えられます。すると、摩擦による工具の摩耗を防ぐことができて、
結果、工具の持ちが良くなる!
さらに切削抵抗も減らせて、加工面の精度を向上させることも。
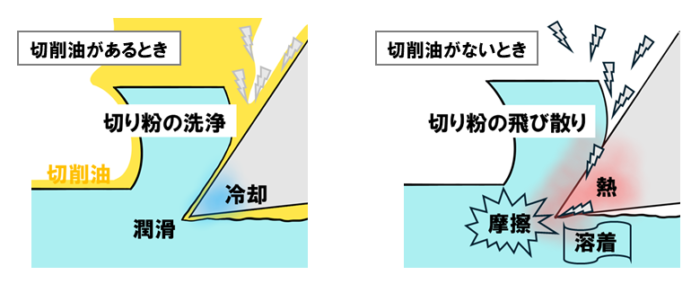
■洗浄作用
加工中は切りくずが発生。切りくずが排出されず加工面にとどまると、
ワークにキズがついたり、寸法にバラつきがでたり、刃がチッピングしたり…ってなことで、
切りくずは一刻も早く加工面から排除しなくちゃなりません。
そこで油の出番です。
切削油が切りくずの飛び散りを抑えつつ、洗い流して切りくずによる加工不良や工具の損傷を防ぎます。
■防錆作用
切削直後の金属は酸化しやすく、材質によっては特に錆びやすい工具があります。鋼製の工具とか。
そこで油の出番です。
表面に油膜をつくり、空気や水分が直接あたらないようにして、酸化や錆びの発生を防ぎます。
ふむふむ。切削油の役割は分かりました。
ここでちょっとした疑問が…
料理やと「サラダ油でチャチャッと炒めよか」とか、「ここはゴマ油で香り付けやな」とか、
「オリーブオイルが合うんちゃう?」とか、使い分けたりするやん?
(料理苦手なかあちゃんでも、さすがにゴマ油とオリーブオイルは使い分けれるで)
切削油にも種類あるんかな。
切削油の種類
切削油は大きく2種類に分けられます。
水溶性切削油
水で希釈して使う。冷却性能が高い。アルミや鉄の一般加工向け。
引火の危険がなく作業環境を清潔に保ちやすいけど、劣化しやすいので管理に注意が必要なんだって。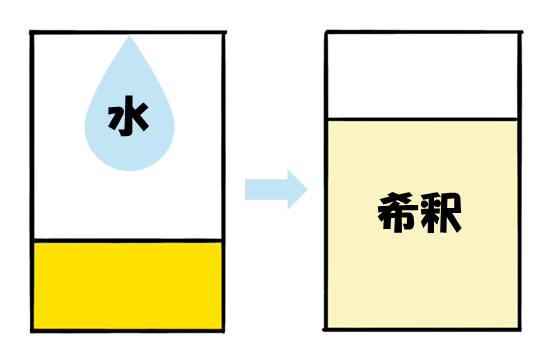
不水溶性切削油
原液のまま使う。潤滑性能が高い。タップ加工や難削材向け。
ストレートのオイルなので引火性がある。無人稼働での使用には向かないって。
さらに油が飛散して床や機械に付着して滑りやすくなったり、作業服にも油の臭いがつきやすかったりする。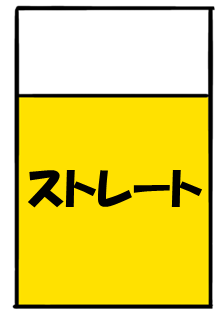
水溶性はさらに3種類に分けられるみたい
乳化型(牛乳っぽい白濁色):冷却効果を重視したタイプで、鉄加工向け。
溶解型(ほぼ水のように透明):潤滑効果を重視したタイプで、アルミ加工向け。
半合成(白の半透明):乳化型と溶解型の中間タイプ。冷却性と潤滑性もほどよく、幅広い材質に適用。
ほほぅ、切削油は大きく2種類だけなんやね。
そう思うと、料理用の油は種類が多いねぇ。
サラダ油やゴマ油なんかの植物油から、バターや牛脂とかの動物性油脂も油やもんね。
用途や風味、健康面で使い分けてる私たち主婦(主夫の方も)ってすごいよね!感謝しかないよね!ね!
切削油の選び方
大きく2種類とはいえ、どう選んでるんやろ?
水溶性と不水溶性を比較した表はこんな感じ。
| 水溶性切削油 | 不水溶性切削油 | |
| 冷却性 | 非常に高い | 低い |
| 潤滑性 | 低い | 非常に高い |
| 防錆性 | 添加剤による | 高い |
| 洗浄性 | 優れている | 劣る |
| 引火性 | 低い | 高い |
| コスト | 希釈するため比較的低い | ストレートのため比較的高い |
選定する時は、この表の内容を考慮しつつ、被削材の種類や加工方法、作業環境などを総合的に考えなあかんねんて。
被削材:アルミなどの一般加工には水溶性、難削材には不水溶性
加工方法:高速切削には冷却性の高い水溶性、低速重加工には潤滑性の高い不水溶性
作業環境:引火の危険性、メンテナンスの頻度(夏場に腐敗しやすいのでこまめにメンテナンス可能か)
さらに、工具の種類によって選ぶこともあるねんて。
例えば、ドリルやエンドミルは摩耗や折損防止のために高潤滑性の油が好まれたり、
リーマは仕上げ用なので摩擦を抑えて加工面をキレイにする油が望まれたり。
さらにさらに、オイルホール付きの工具の場合は、潤滑性重視の油が効果的なんだって。
内部給油で少量でも刃先に届くから高粘度の油でもいいんだって~
切削油を間違えると、工具がすぐに摩耗したり、場合によっては折れることも…
特に高速・深穴加工や難削材の加工では油の選定は重要なようです。
切削油の交換時期
切削油って使用期限とかあるんかな。
調べてみたら、水溶性切削油で1カ月~3カ月、不水溶性切削油で6カ月~12カ月。
水溶性は温度が高い夏に腐敗しやすいみたい。
これはあくまで目安で、実際の交換時期は「見た目と臭い」と「性能の低下」で判断するねんて。
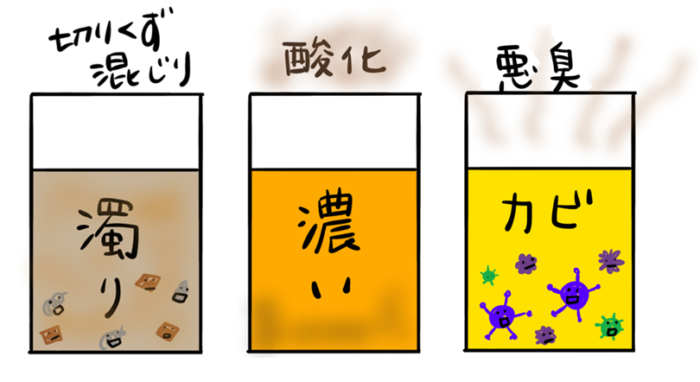
見た目と臭い
濁ってきた → 金属の粉や切りくずが混じっている
色が濃くなってきた → 油が酸化している
悪臭がする → 細菌・カビが繁殖している
性能の低下
切削面の仕上げが悪くなる → 潤滑性・冷却性が低下している
工具の摩耗が早くなる → 潤滑性が低下している
単純に「使用期限がきたから交換」ではなくて、見た目や臭い、加工精度で判断するねんね。
ちなみに、もし水溶性と不水溶性の選択を間違っていた場合、入れ替えることってできるんかなぁ なんとなく気になったので調べてみました。
なんとなく気になったので調べてみました。
結果は…
技術的には可能のようです。でも、条件がありました。
設備の洗浄が必須
タンクや配管、ポンプ内に残った前の油が混ざると、乳化不良や錆び、油膜不良の原因に。
特に、水溶性の切削油が残った状態で不水溶性の切削油を入れてしまうと、
油膜が安定せず、切削抵抗やバリが増えるなんてことも… 恐ろしや
被削材と加工条件の再確認も必須
冷却性や潤滑性が変わるので、切削速度や送りに影響します。
例えば、水溶性から不水溶性に変えると冷却性が下がるので、
ステンレスなど焼き付くなんてことも… 恐ろしや
廃棄処理方法の確認も必須
水溶性は水で希釈しているので環境への影響が比較的少ないので、廃棄物処理が容易。
でも腐敗しやすいために日常的に管理が必要。
不水溶性の切削油は長寿命だけど、産業廃棄物として処理する必要があり手間とコストがかかってしまう。
処理方法が異なるので入れ替えた時は要注意ですって。
まとめ
切削油はただの油ではなく、冷却・潤滑・洗浄・防錆といった複数の機能を持つ高機能な油で、
加工を支える縁の下の力持ち!
適切な切削油を選び管理することで加工精度の向上・工具寿命の延長・作業環境の改善につながります。
万能な油はないので、用途に合わせた油選びが必要です~(料理と一緒やね!)
あ、そうそう、ソリッドツールのカタログ、無料でダウンロードできるねん。
ただやで、ただ。よかったらポチって持ってって~

メルマガ登録
最新記事の更新情報をメールでお届け。メルマガ登録してもらえたら、かあちゃんめっちゃ嬉しい☆