円筒奮闘記-弐 円筒研削の仕組み
みんな久しぶり、まるおだよ
この前のボクの話で、円筒研削の魅力がみんなに伝わっているといいな。
今日は実際にどうやって削っていくかということを説明するね。
この前話したように、円筒研削ではその名の通り円筒状のものを削るんだけど、
ソリッドツールではこんな機械で作業しています。(HPから拝借)
ちょっと見えにくいけど、この機械では手前側のテーブルに削るもの(ドリルになる円筒物)を置き、
奥にある砥石をぐるぐる回してそれを削っていくんだ。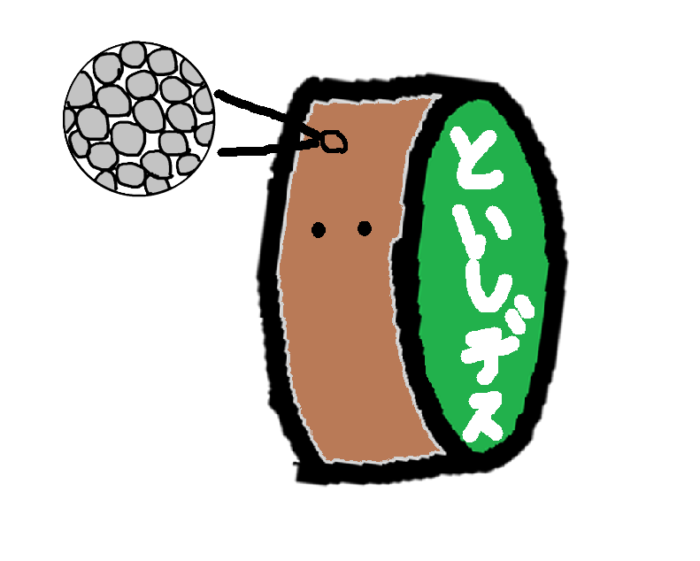
砥石っていうのは細かい粒(砥粒)がボンド(結合剤)で固まってできているものなんだ。
粒の種類やボンドの種類でも全然違うものになるし、砥石の形や大きさもいろいろあるんだよ。
何を加工するか、どこをどのように加工するかで、どんな砥石を使うかを選んでいるんだ。
例えば、うちで作るドリルは超硬合金でできているから、それを削るために、さらに硬いダイヤモンドでできた砥石を使っているよ。
それでは早速、機械の電源を入れドリルを削っていきましょー!
ドリルは横からしっかりと中心を支えます。
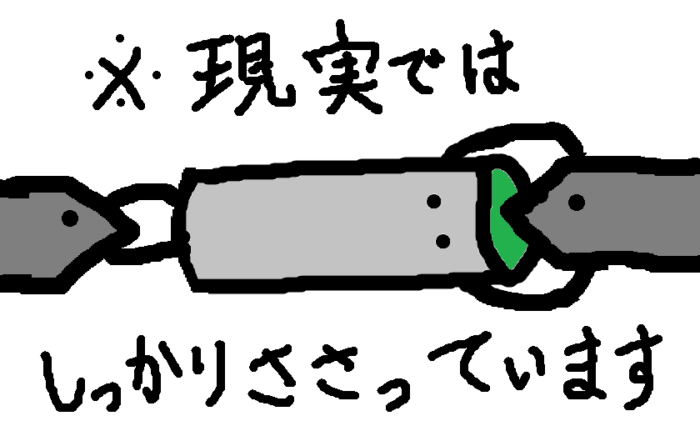
うちでは「両センタ」と呼ばれるタイプの機械を
使っていて、ドリルの頭とお尻に小さな穴を開け、
その穴を両方から「センタ」と呼ばれるもので
支えているんだ。
この時ドリルにあける小さな穴のことを
「センタ穴」と呼ぶんだ。
穴を開けられないドリルの場合は、
「仮センタ」と呼ばれるものをドリルの先端に付けて
センタで支えるんだ。
砥石も、同じように横から中心を固定する形で機械にセットするよ。
砥石って、すごく重いから、セットするときは慎重に作業しないとケガしちゃうし、
すごい速さで回転させるから、ちゃんと固定しておかないと事故につながる危険性があるんだよ。
そんなわけで、お互いのセットを終えたら、
ドリル・砥石の両方を縦回転させます。
ドリルに比べて砥石の回転はものすごく速いんだ。
手を出したり、モノを当てたりしないようにね。
機械の手前側についているハンドルを回すと、砥石が前後に、テーブルが左右に動くようになっているよ。これで、砥石をゆっくりとドリルに近づけていって、削っていくんだ。

これが、円筒研削の基本的な作業だよ。
このハンドル操作で、1㎛単位の大きさを整えなきゃいけないんだ。
もちろん、ハンドルに目盛りがついていて、それを見ながら操作するから、そこまで大きくずれることはないよ。
ただ、機械が寸分のずれもなく同じ動きができるわけでもないし、砥石は使うと削れていくから、
そういったところでどうしても僅かな誤差は出てしまうんだ。
だから、同じ物を10個削ったってピッタリ一緒にはならないし、だからこそ1本1本細かい調節をして、
なんとか公差内に抑えるように操作するんだ。

一度削ってしまったら元には戻らないからね。
時間はかかるけど、狙いの寸法が近くなったら、
「削って測って削って測って・・・」て
少しずつ小さくして合わせるようにしなきゃね。
やってみてわかるけど、職人さんの技術って
本当にすごいんだよ!
職人さんは、難しい形や寸法公差でも
それにハマるように作ってくれるからね。
ボクもそうなれるように頑張ります!
そういえば、さっき砥石が削れるって言ったけど、どうしてなんだろう
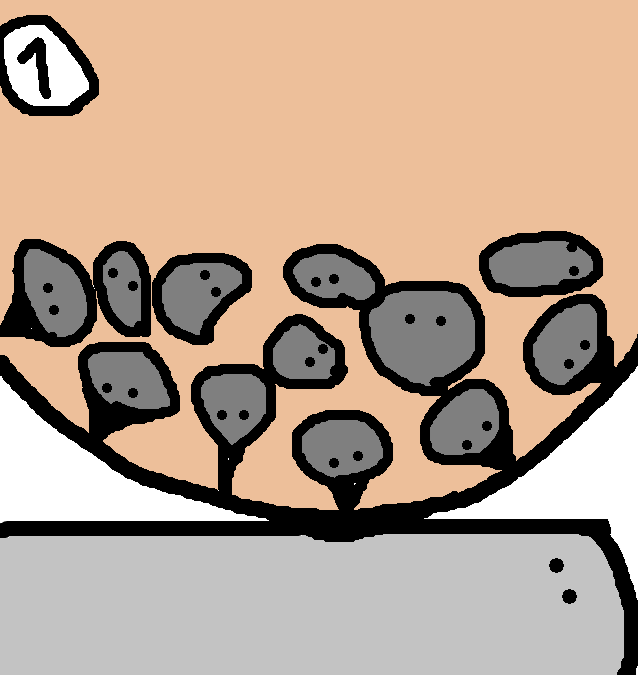
ちょっと削っているときの砥石の様子を見てみよう!
- 砥石では、砥粒が刃の役割をしていて、ぶつかったところを削っていきます。
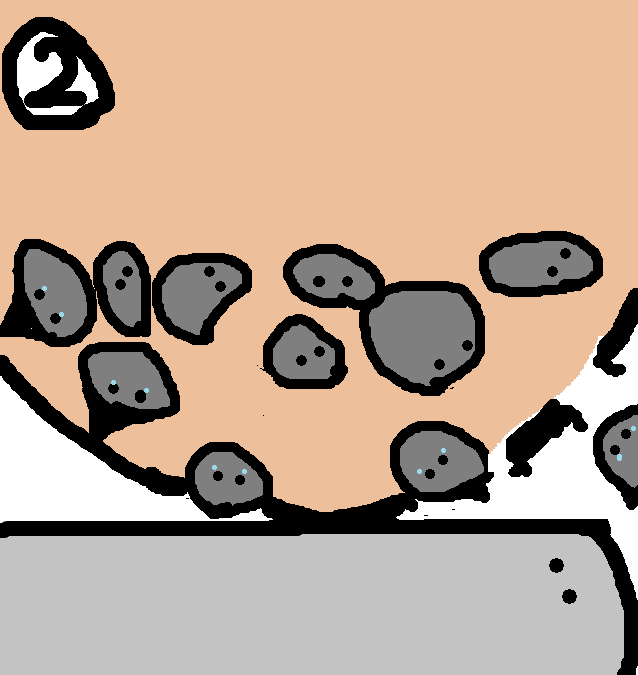
- しかし、粒は細かいためにすぐに剥がれ落ちてしまいます。
- するとなんということでしょう、中からまた新しい粒が出てきて、刃の役割を果たしているではありませんか。(これを自生作用という)
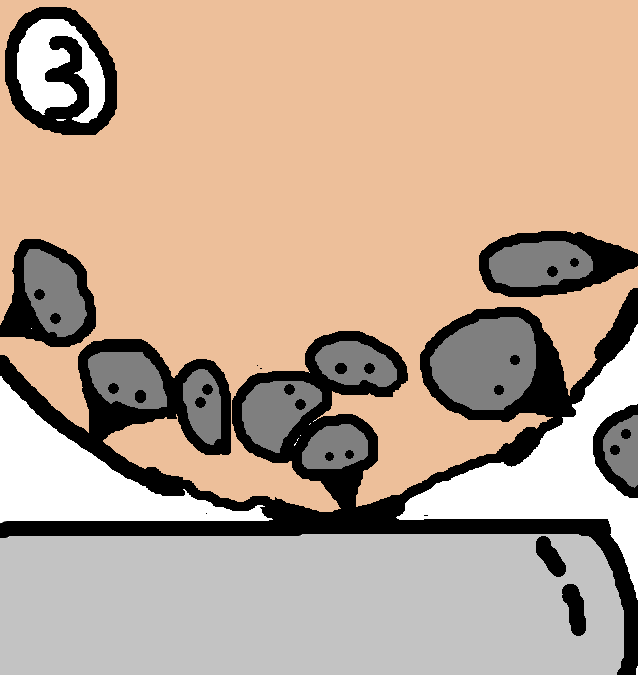
このようにして、ドリルと砥石の両方が互いに削れ合って、加工が進んでいるのです。
ただ、自生作用で出てきた刃は、粗いし切れ味も鋭いわけではないからね。
「ちょっと削れなくなってきたな」と感じたら、砥石の表面をきれいにして、
元の切れ味に戻す作業が必要になってくるよ。
包丁を研ぐのと同じようなことだね。
とまあこんな感じで、今日は円筒研削の仕方について話してみたよ。
ボクも勉強中だから、またみんなに伝えられるように頑張ってくるよ!