円筒奮闘記-参 もっと円筒研削に詳しくなろう
やあみんな、まるおだよ
これまで円筒研削がどんなものか、
どんな流れで作業していくのかを説明してきたけど、
今日はその加工方法について深堀りしていくね。
とその前に、前回砥石の話をしたと思うんだけど、砥石は削るものによって変えなくちゃいけないし、
削っていくと砥石も減っていっちゃうから、そういう時には別の砥石に付け替えなきゃいけないんだ。
だけどその砥石の交換作業って、実は特別教育(いわゆる講習)を受けていないとやっちゃいけないんだ。
ボクもすぐに受けに行ったよ。前にも言ったように、砥石はすごく重くて扱いに気を付けなくてはいけないんだ。
例えば、各々の砥石には最大回転数が決まっていて、それ以上速く回したらダメ!っていうのがあるんだけど、
それを知らずに動かしたり、規格のあっていない機械に取り付けたら大変さ。

加工がうまくいかないのはもちろんのこと
砥石が壊れる、または外れて飛んできて
機械が壊れることはもちろん
人に当たれば最悪死亡事故にも
つながってしまうんだ。
実際にそういった悲しい事故が
あったことは教育で学んだからね。
この砥石の扱いというものが
そのくらい注意して行わなければならないこと、
伝わったかな?
機械に取り付けるようなBIGサイズじゃなくても、
手に持つような小さめのものならDIYとかで使う人もいるかもしれないからね。
使うときは気を付けてね!
というところで話を戻して、今日も削っていきましょう!
まず機械に円筒物をセットした時だけど、実はこのテーブル、動かせます。
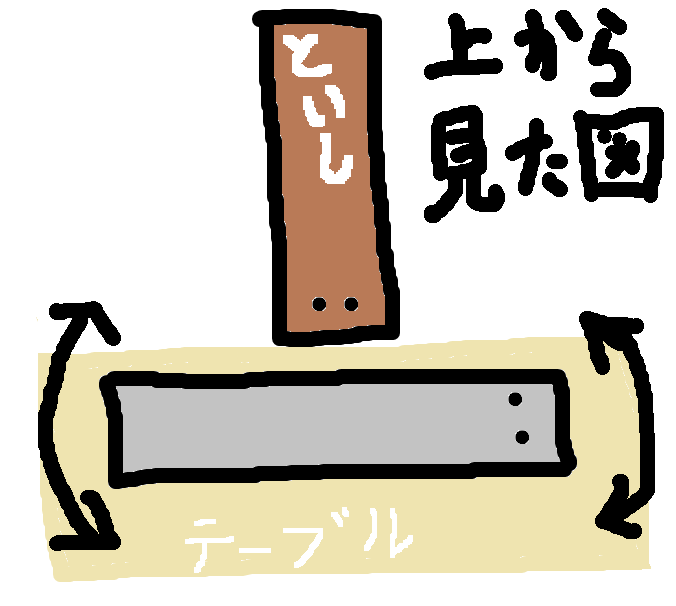
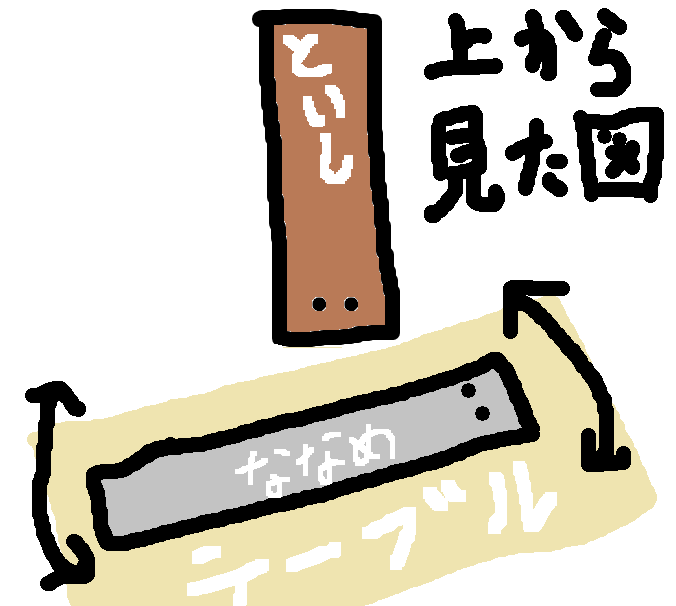
テーブルを傾けると、当然セットした円筒物も一緒に動くよ。
でも、砥石の位置は変わらない。だから、円筒物を斜めに削ることができるんだ!
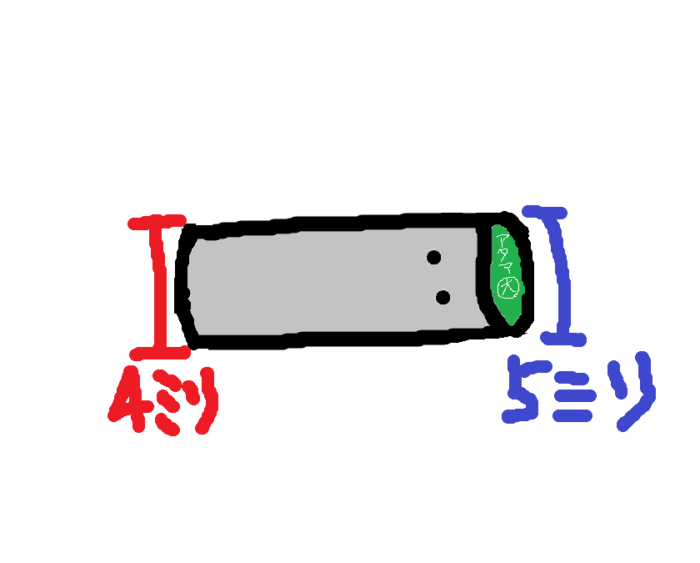
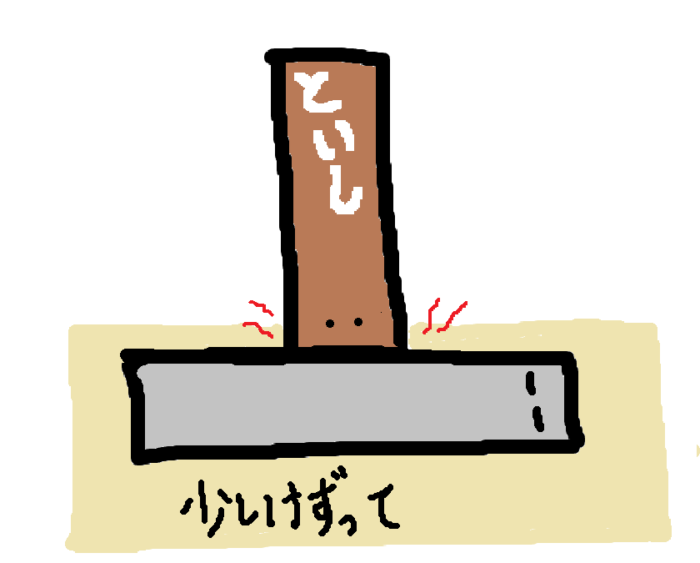
んで、このテーブルはまっすぐな円筒物を削るときにも細かく調節するんだ。
もし、セットした時に少しでもテーブルの角度がついていたら狙い通りにまっすぐにはならないからね。
だから最初は削りながら、頭とお尻(円筒物で一番距離の遠い2か所)の大きさの違いを調べるんだ。
もし頭が大きかったら、もう少し頭を削るようにテーブルを動かさないといけない、逆もそうだね。
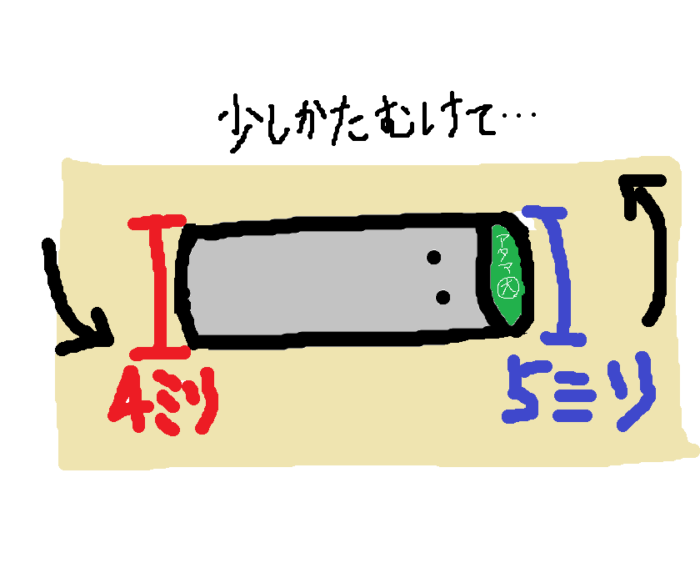
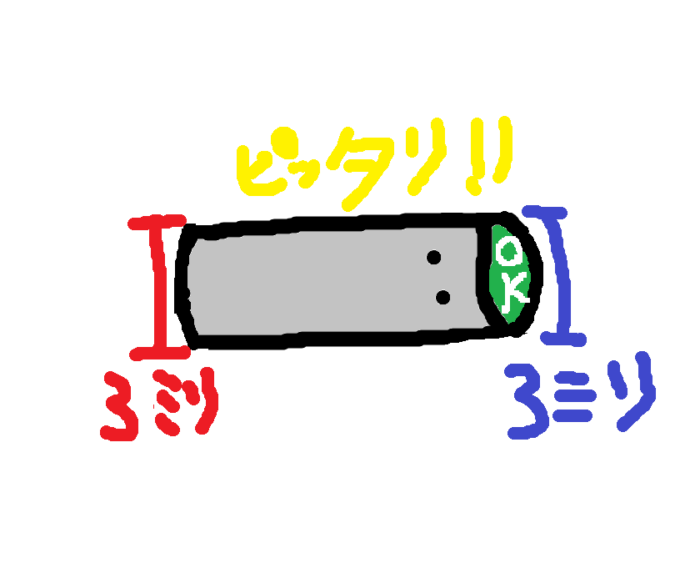
こんな感じで、少しずつ合わせていって「同じになったな」てところから
はじめていっぱい削ることができるんだよ。
細かい調節かもしれないけど、1㎛単位で製品を仕上げる職人からしたら
この作業はとっても大事な加工のスタートなんだ。
そして削っていくわけだけど、円筒研削といっても、実はいくつかのやり方があるんだ。今日はそれも紹介するね!
1つ目は「トラバース加工」
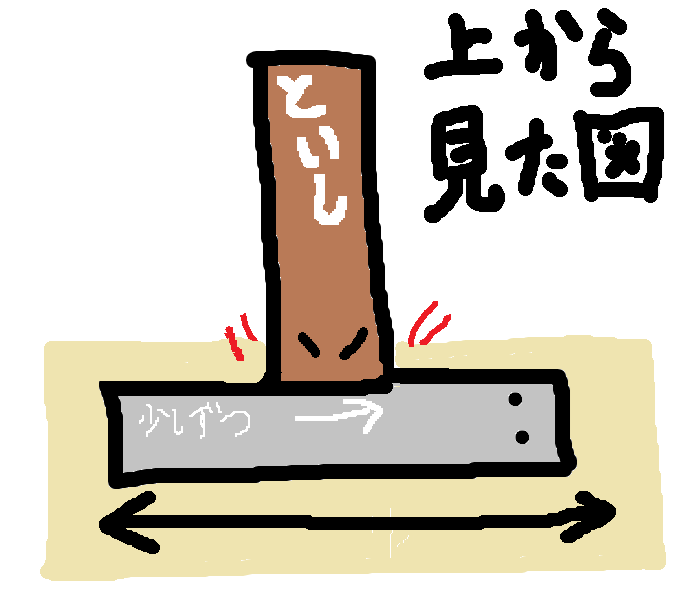
円筒物を左右に動かして、全体的に削っていく方法だよ。
往復して円筒物の寸法を揃えながら、徐々に削っていくんだ。
このやり方は、加工面がきれいに仕上がるし、段差も付きにくいんだ。
ただ、時間がかかってしまうことが欠点なんだ。
2つ目はプランジ加工
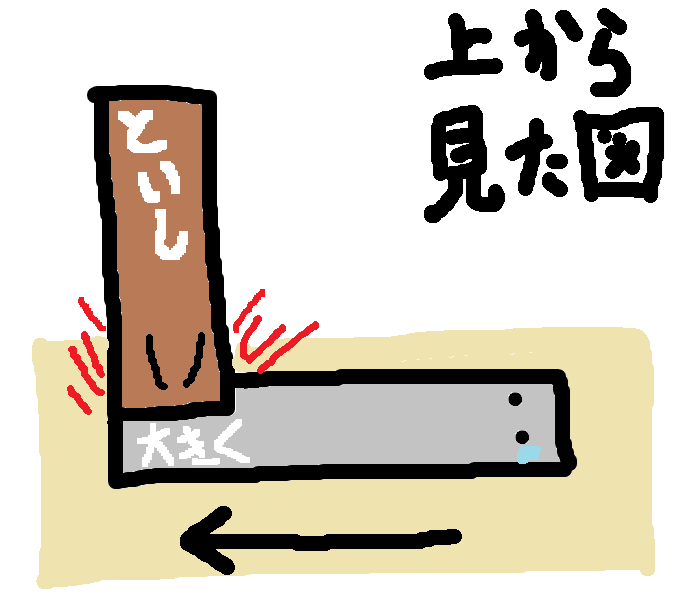
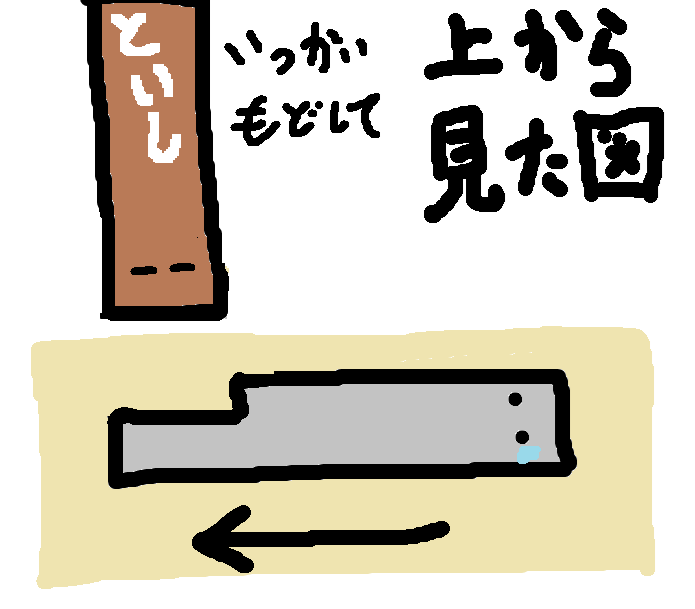
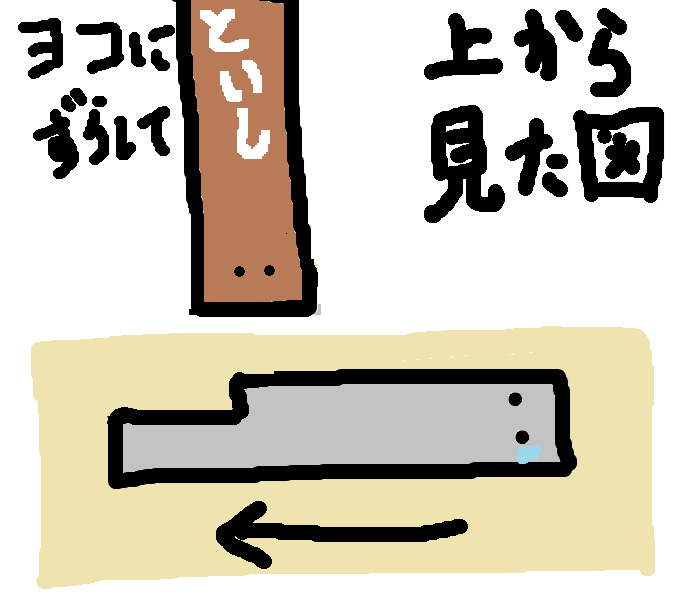
円筒物を動かさないで、砥石の幅だけ削っていくんだ。
1か所狙いのところまで削ったら、一度砥石を戻して、少し円筒物を横に動かしてまた同じだけ削る
これの繰り返し。
このやり方は、1回でたくさん削り取ることができるから、トラバース加工に比べてかなり早く加工できるよ。
ただ、大きく削るから負荷がかかりやすく、きれいな仕上がりは難しい時もあるんだ。
どっちも善し悪しがあるから、場合によって使い分けるんだ。
実際にボクが練習した時は、最初はプランジ加工で勢いよく削っていって
最後はトラバース加工できれいに仕上げる、みたいに両方使ってやったよ。
うまくいけば、早いしきれいだしでいいとこどりだね!
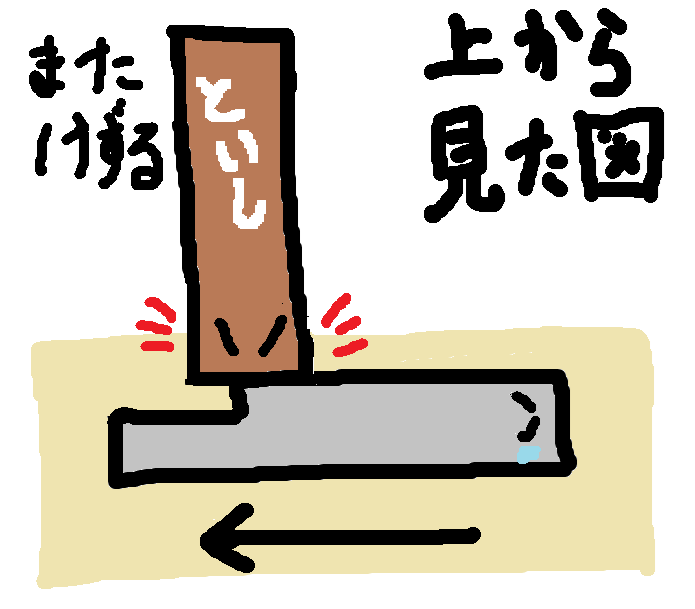
それから、これまで紹介してきたのは円筒物の周りを削る方法なんだけど
端面研削といって平らな部分も削ることもあるよ。
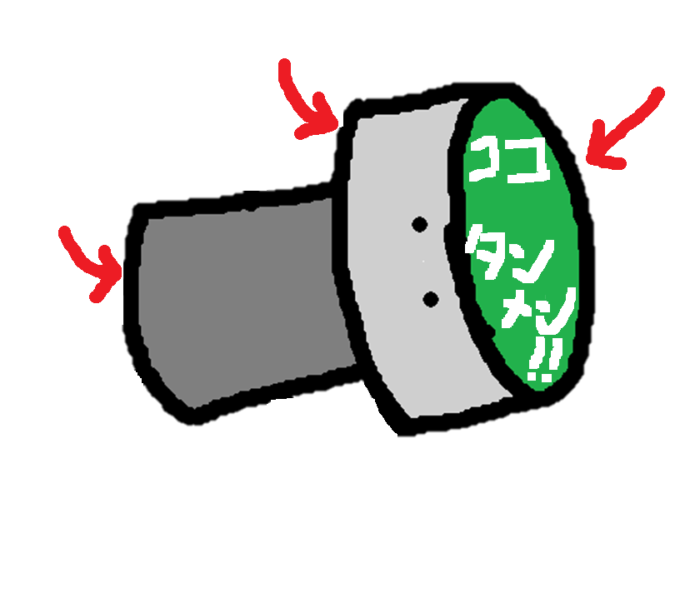
ここを削るときは、砥石はいつもの面じゃなく、横から当てる感じになるんだ。
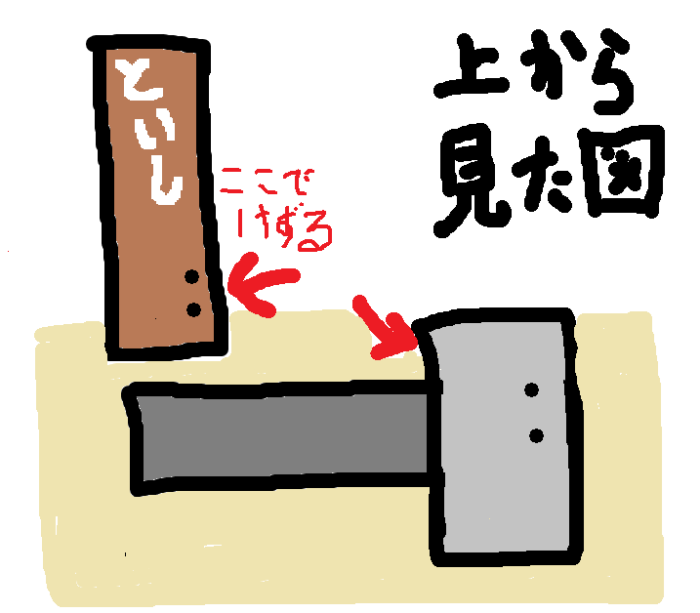
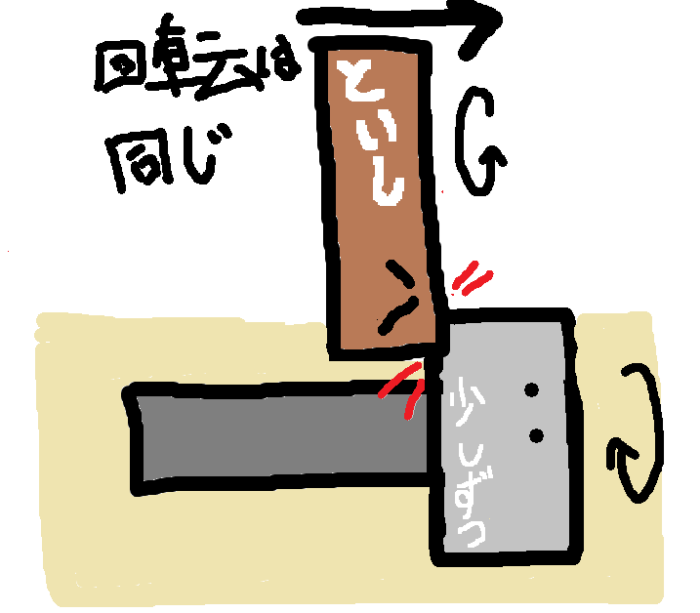
だけど端面研削って、いつものやり方に比べて削れにくく時間がかかるし、慎重に進めないといけないんだ。
砥石の特徴として、横からの衝撃には弱くなっているんだ。
だから、周りを削るときのスピードで砥石を
動かしてしまったら、最悪砥石が壊れちゃって
事故につながってしまうんだ。
そういう砥石の特性みたいなことも
特別教育で勉強したよ。
今日説明したことも、ボクが経験したことでしかないから
まだまだ分からないことが円筒研削にはいっぱいあるんだ。
これからもっと修行を積んで、いろんな形に加工できるようになりたいし
ビシッと仕上げられるような技術を身につけないとね。
一人前の職人になるにはまだまだ努力が必要なんだ!
ボクはこれからしばらく修行の旅に出るよ。
また戻ってきたら、みんなにもっと円筒研削のいろいろなことを教えたいし
成長した姿を見せられるように頑張ってくるね!